
Коляпки с сплава с сплава больших диаметров
Производство процесса алюминиевого сплава с крупным диаметром колец в основном включает в себя подготовку сырья, плавление и литья, ковкость, термообработку, точность обработки и проверку. Среди них ковкость является ключевым шагом в приготовлении алюминиевых колец с сплава с большим диаметром, обычно выполняемых свободной ковкой или ковкой. Во время процесса ковки необходимо строго контролировать параметры, такие как температура ковки, коорствование и скорость котенка, чтобы обеспечить точность размерных и механические свойства ковкого кольца. В то же время требуется термическая обработка для регулировки механических свойств и пластичности материала, а точная обработка выполняется для удовлетворения требований конечного размера и формы.
1. Обзор материала и производственный процесс
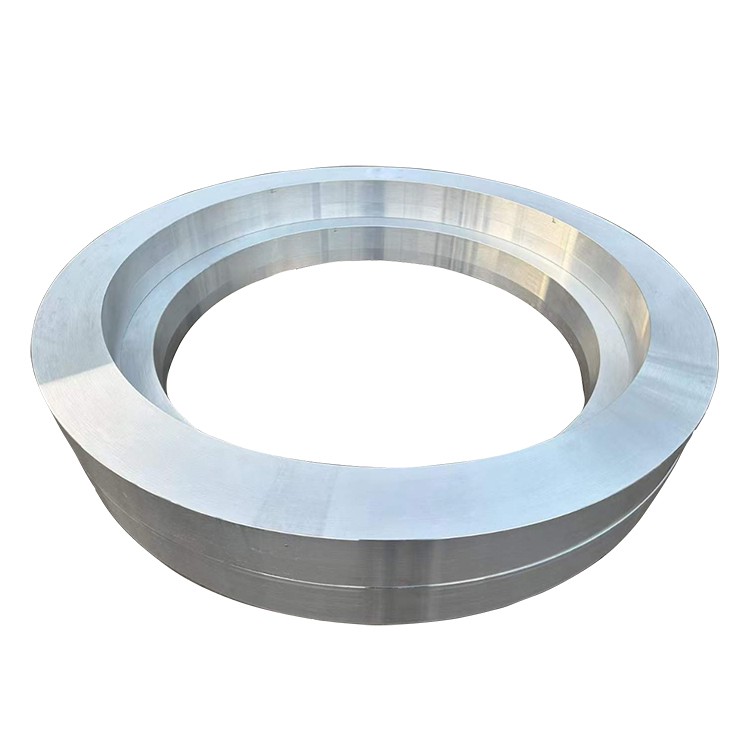
Коляпные кольца с алюминиевым сплавом большого диаметра представляют собой необходимые высокопроизводительные структурные компоненты в современной промышленности, широко используемые в полях, требующих строгих требований для прочности, прочности, надежности, устойчивости размерных и легких. Эти кольца обычно изготавливаются из различных сортов алюминиевых сплавов с помощью точных процессов ковки, размеры от сотен миллиметров до нескольких метров и соответственно увеличивают толщину и высоту стенки. Коляска придает превосходные механические свойства, очень плотную внутреннюю структуру и оптимизированный поток зерна вдоль окружности кольца, что обеспечивает превосходную производительность в экстремальных условиях эксплуатации.
Общие алюминиевые сплавы:
Высокопрочная серия (например, 2024, 7075, 7050): В основном используется в аэрокосмической, военной и других областях с крайним соотношением силы к весу.
Устойчивая к коррозии\/сварки (например, 5083, 5A06): Широко применяется в морской технике, криогенных резервуарах для хранения, сосудах под давлением и в других областях, требующих высокой коррозионной устойчивости, сварки и криогенной вязкости.
Общая структурная серия (например, 6061, 6082): Подходит для общих инженерных конструкций, балансировки прочности, оборудования и стоимости.
Премиум процесс заготовки для колец большого диаметра: Производство ковцов алюминиевых сплавов с сплава больших диаметров является технологическим процессом, занимающимися технологией и оборудованием, с особым акцентом на внутреннее качество и микроструктурное однородность:
Приготовление таяния и слитка:
Выбираются первичные алюминиевые и легирующие элементы.
Усовершенствованные технологии плавления, переработки, фильтрации и дегазации (например, SNIF, вакуумного дегазаза, электромагнитного перемешивания) используются для обеспечения сверхвысокой чистоты расплава, минимизации включений и содержания газа.
Большие системы литья с прямым холодильником (DC) используются для производства большого диаметра с помощью стабильных размеров и равномерной внутренней структуры, отвечающих требованиям для последующих крупномасштабных ковцов.
Лечение гомогенизациин:
Крупные слитки проходят длительную продолжительность (обычно десятки часов), многоэтапное лечение гомогенизации, чтобы устранить макросегрегацию, обеспечить более равномерное распределение легитивных элементов и повысить пластичность слитков, подготовить их к последующему кощу.
Подготовка и проверка заготовки:
Кондиционирование поверхности слитка (скальпирование или фрезерование) для удаления дефектов поверхности.
Строгая 100% ультразвуковая проверка проводится для обеспечения того, чтобы слиток был свободен от любых внутренних дефектов, которые могут повлиять на качество формирования и конечную производительность продукта (например, трещины, пористость, большие включения).
Предварительное нагревание: слизи или преформ равномерно нагревается до точного диапазона температуры ковки, чтобы обеспечить оптимальную пластичность и равномерную деформацию во время формирования.
Кованая последовательность:
Расстраивающий и предварительно проживающий: Слиток подвергается многонаправленным, множественным операциям расстройства и рисования на больших гидравлических прессах, чтобы разрушить конструкцию AS, устранить большие зерна и сформировать подходящую форму преформы (например, диск или блины).
Пирсинг: Центральное отверстие образуется на прессе путем удара или расширяя материал над оправкой, создавая предварительную структуру кольца. Этот процесс дополнительно уступает материал и уточняет микроструктуру.
Кольцевая катящая формация: Это важно для формирования колец большого диаметра. На больших вертикальных или горизонтальных кольцевых машинах непрерывное радиальное и осевое сжатие наносится на преформу кольца с помощью основного рулона и рулона оправки, постоянно увеличивая диаметр кольца, одновременно уменьшая его стенку и высоту. Кольцо прокатывается значительная пластическая деформация, сильно выравнивая поток зерна вдоль окружности кольца, значительно улучшая окружные механические свойства и еще больше усиливая плотность материала.
Die Forging Finish (необязательно): Для колец с более сложными формами или чрезвычайно высокими требованиями точности, окончательная форма может быть выполнена на крупных кодебных прессах для достижения точных геометрических размеров и хорошей поверхности.
Термическая обработка:
В зависимости от требований к классу сплава и окончательной производительности, обработка растворов, заката и лечения старения (для обработанных тепловых сплавами) или стабилизационная обработка (для сплава, не обработанных нагреванием). Процессы термической обработки имеют решающее значение для микроструктурной однородности и контроля напряжений колец большого диаметра, что, возможно, требуя специальных методов охлаждения и методов гашения для обеспечения равномерного охлаждения и уменьшения остаточного напряжения.
Отделка и осмотр:
Разграбление, выпрямление, осмотр размеров, проверки качества поверхности и т. Д.
Наконец, выполняется комплексное неразрушающее тестирование (например, ультразвуковое, пенетрант, вихревое ток), чтобы обеспечить внутреннее качество продукта и качество поверхности в полной мере соответствовать стандартам и требованиям клиентов.
2. Механические свойства ковкого алюминиевого сплава большого диаметра
Механические свойства алюминиевых сплавов сплавных колец большого диаметра зависят от выбранного сорта сплава, термообработки и оптимизации процесса ковки. Как правило, поддельные кольца предлагают следующие преимущества:
|
Тип свойства |
Описание производительности |
Воплощено в форме преимущества |
|
Высокая сила и прочность |
Значительно выше, чем сопоставимые отливки или тарелки, уравновешивание силы и пластичности |
Уточнение зерна, плотная микроструктура, устранение дефектов AS-CAST |
|
Отличная усталостная производительность |
Более длительный срок службы при циклической нагрузке |
Оптимизированный поток зерна, уменьшенные сайты инициации трещин усталости |
|
Хорошая стойкость перелома |
Сильная устойчивость к распространению трещин, повышение безопасности конструкции |
Плотная микроструктура, тонкие зерна, равномерное распределение осадков |
|
Надежная коррозионная стойкость к напряжению |
Особенно с оптимизированными обработками, эффективно защищается |
Благоприятное направление потока зерна, контролируемое остаточное напряжение, оптимизированные осадки |
|
Высокая степень анизотропии |
Оптимальные свойства вдоль окружного (тангенциального) направления, вторичное в радиальных и осевых направлениях |
Кольцо, катаясь сильно выравнивает поток зерна вдоль окружности кольца |
|
Криогенная производительность |
Сплавы серии 5xxx даже показывают улучшенную силу и прочность при чрезвычайно низких температурах |
Характеристики сплава и плотная, равномерная кованая микроструктура |
Типичный диапазон производительности (в зависимости от сплава и характера):
Ultimate Trensile Sitch: 270 MPA - 600 MPA
Сила доходности (0. 2%): 120 МПа - 550 MPA
Удлинение: 7% - 25%
Твердость: 60 hb - 180 hb
Сила усталости: 100 МПа - 200 MPA
Прочность перелома (k1c): 20 mpa√m - 45 mpa√m
3. Микроструктурные характеристики
Микроструктура ковцов алюминиевых сплавов с сплава больших диаметров является фундаментальной гарантией их превосходных макроскопических свойств:
Ключевые микроструктурные особенности:
Зерновая структура и поток зерна:
После ковки, особенно кольцевого катания, грубые зерна, как разбиты, разбиваются и переориентируются, образуя мелкие, эквиасиасированные перекристаллизованные зерна и\/или удлиненные не-переугодные зерна, совместимые с основным направлением деформации.
Поток зерна является уникальной характеристикой покрасений, ссылаясь на волокнистую структуру, образованную внутренними металлическими зернами во время пластической деформации вдоль контура и направления напряжения. В коровьих кольцах большого диаметра поток зерна равномерно распределяется вдоль окружности кольца, обеспечивая превосходную прочность на окружности, устойчивость к усталости и прочность.
Диспсероиды, образованные легирующими элементами (например, ALMNCR), эффективно ингибируют рост зерна и перекристаллизацию, поддерживая уточнение зерна.
Устранение высокой плотности и дефектов:
Огромное давление, применяемое во время процесса ковки, полностью закрывает внутренние дефекты, такие как пористость, усадка и газовые карманы, которые могут возникнуть во время литья, значительно улучшая плотность материала.
Уменьшает неметаллические включения и макросегрегацию, что приводит к более равномерной микроструктуре.
Укрепление фазы распределения:
Точный контроль над процессами термической обработки обеспечивает равномерное и тонкое осаждение и распределение фаз укрепления (например, Mg₂al₃ в серии 5xxx или Al₂cumg, Mgzn₂ в серии 2xxx\/7xxx в пределах зерна и на границах зерна, максимизируя потенциал укрепления сплава.
Морфология и распределение осадков на границах зерна также строго контролируются для оптимизации сопротивления трещин в коррозии.
4. Размерные спецификации и допуска
Диапазон размеров алюминиевых сплавных колец с большими диаметрами очень широкий и может быть изготовлен в соответствии с конкретными требованиями клиента.
|
Параметр |
Типичный производственный ассортимент |
Коммерческая терпимость (как и) |
Толерантность точности (обработана) |
Метод испытаний |
|
Внешний диаметр |
500 мм - 8000+ мм |
± 1. 0% или ± 5 мм (в зависимости от того, что больше) |
± {{0}}. 1 мм до ± 0,5 мм |
КИМ |
|
Внутренний диаметр |
400 мм - 7900+ мм |
± 1. 0% или ± 5 мм (в зависимости от того, что больше) |
± {{0}}. 1 мм до ± 0,5 мм |
КИМ |
|
Толщина стены |
50 мм - 1000+ мм |
± 5% или ± 5 мм (в зависимости от того, что больше) |
± {{0}}. 1 мм до ± 0,5 мм |
КИМ |
|
Высота |
50 мм - 1500+ мм |
± 5% или ± 5 мм (в зависимости от того, что больше) |
± {{0}}. 1 мм до ± 0,5 мм |
КИМ |
|
Плоскостность |
N/A |
0. 5 мм\/метр диаметр |
0. 1 мм\/метр диаметр |
Значение плоскостности\/CMM |
|
Концентричность |
N/A |
0. 5 мм |
0. 1 мм |
Концентричность\/CMM |
|
Шероховатость поверхности |
N/A |
RA 6. 3 - 12. 5 мкм |
Ra 0. 8 - 3. 2 мкм |
Профилометр |
Возможность настройки:
Кованые кольца на заказ с различными размерами, формами (например, некруглыми, коническими) и требованиями к допускам могут быть произведены в соответствии с подробными чертежами клиентов и техническими спецификациями.
Обычно предлагается в условиях грубой обработки или отделки, чтобы снизить затраты на обработку клиентов и время.
5. Demper Devices и варианты термической обработки
Коляпные кольца с алюминиевым сплавом большого диаметра могут поставляться с различными характеристиками термической обработки в зависимости от их типа сплава и окончательных требований к применению.
|
Температура кода |
Описание процесса |
Применимо к |
Ключевые характеристики |
|
O |
Полностью отожжен, смягчен |
Все алюминиевые сплавы |
Максимальная пластичность, самая низкая прочность, легко для холодной работы |
|
H112 |
Только сплющено после ковки |
5xxx series |
Сохраняет кованую микроструктуру и остаточное напряжение, умеренная прочность, хорошая коррозионная стойкость |
|
H321/H116 |
Стабилизирован после ковки |
5xxx series |
Отличная коррозия стресса и устойчивость к отшелушиванию, более высокая сила, чем H112 |
|
T6 |
Раствор тепло обработан, затем искусственно выдержанный |
2xxx, 6xxx, 7xxx series |
Высокая сила, высокая твердость |
|
T73/T74 |
Раствор тепло, обработанный, затем переупорядился |
7xxx series |
Немного ниже прочности, чем T6, но превосходная коррозия стресса и устойчивость к отшелушиванию |
|
T76 |
Раствор тепло, обработанный, затем специально выдержанный |
7xxx series |
Хорошие общие свойства, устойчивость к высокой стрессной коррозии |
Руководство по выбору температуры:
Требования к силе: T6 Demper из серии 7xxx предлагает самую высокую прочность, но его чувствительность SCC должна быть рассмотрена.
Коррозионная стойкость: 5xxx series (H116\/H321) и 7xxx series T73\/T74.
Сварка: 5xxx и 6xxx серии сплавы имеют отличную сварку. Обычная сварка слияния обычно не рекомендуется для серии 2xxx и 7xxx.
Сервисная среда: Конкретные требования к морской среде, криогенной среде, сосудам давления и т. Д.
6. Характеристики обработки и изготовления
Обработка ковцов алюминиевого сплава большого диаметра обычно требует больших машин высококачественных инструментов и специализированных стратегий обработки.
|
Операция |
Материал инструмента |
Рекомендуемый диапазон параметров |
Комментарии |
|
Поворот |
Карбид, PCD |
Высокая скорость резки, средняя подача |
Большой диаметр требует мощных машин, хорошая эвакуация чипа |
|
Фрезерование |
Карбид, HSS |
Высокая скорость резки, средняя подача |
Износ инструмента и управление чипами имеют решающее значение |
|
Бурение |
Карбид, оловянный покрыт |
Средняя скорость резки, средняя подача |
Требует хорошего охлаждения и эвакуации чипов, избегайте обертывания чипа при буровой бите |
|
Сварка |
Миг\/Тиг |
Провод заполнителя и защитный газ, выбранные на основе сплава. |
5xxx и 6xxx series weld weld weld, 2xxx\/7xxx series нуждаются в специальных процессах |
|
Холодный работа |
O Demper |
Изгибание, операции на категории возможны, но ограничены |
Кованые (F) или тепло, обработанные (T\/H) Уэтары имеют более низкую пластичность |
Производственное руководство:
Механизм: Алюминиевые сплавы, как правило, имеют хорошую механизм, но липкость и обертывание чипа являются общими проблемами. Необходимы острые инструменты с большими граблями, высокими углами спирали, в сочетании с эффективными охлаждающими смазками и хорошими системами эвакуации чипа.
Остаточное управление стрессом: Большой разбивание подвержены значительным остаточным напряжениям во время гашения и обработки, что может привести к искажению. Можно использовать методы снятия стресса, такие как растяжение (TXX51), сжатие или вибрационное напряжение.
Поверхностная обработка: Анодирование, покраска или конверсионное покрытие может применяться в зависимости от среды обслуживания и эстетических требований.
7. Системы коррозионной сопротивления и защиты
Коррозионная стойкость колец с сплава с сплава больших диаметров является ключевым преимуществом для их применения в суровых условиях.
|
Серия сплавов |
Типичная производительность коррозии |
Тип коррозии |
|
2xxx series |
Справедливая атмосферная коррозия, подверженная ячеек |
Чувствительный к межранальной коррозии, крепок с напряжением (SCC) |
|
5xxx series |
Отличная атмосферная и морская коррозия, отличная стойкость на ямках |
Может чувствиться к долгосрочному высокотемпературному использованию, что приведет к SCC |
|
6xxx series |
Хорошая атмосферная коррозия, небольшая ямка |
Низкая восприимчивость SCC |
|
7xxx series |
Хорошая атмосферная коррозия, но чувствительная к коррозии SCC и отшелушиванию (T6) |
Межгранулярная коррозия, SCC, Коррозия отшелушивания (высокая прочность) |
Системы защиты:
Выбор сплава и температуры: Выберите сплавы сплавов и характеристики термообработки с изначально превосходной коррозионной устойчивостью (например, серия 5xxx h116\/H321 или 7xxx series T73\/T74).
Поверхностная обработка:
Анодирование: Наиболее распространенный метод защиты, образующий жесткую, плотную оксидную пленку, которая усиливает коррозию и износ.
Химические преобразования покрытия: Служить отличными грунтовками для краски или клея, обеспечивая базовую защиту.
Системы рисования\/покрытия: Высокопроизводительные эпоксидные праймеры и полиуретановые верхние годы обеспечивают долгосрочную защиту в морской и промышленной среде.
Соображения дизайна: Избегайте участков захвата воды и расщелины коррозии; Примените гальваническую изоляцию при контакте с разнородными металлами.
8. Физические свойства для инженерного дизайна
|
Свойство |
Типичное значение |
Рассмотрение дизайна |
|
Плотность |
2. 66 - 2. 85 г\/см сегодня |
Легкий дизайн, центр управления гравитацией |
|
Диапазон плавления |
500 - 650 степень |
Термообработка и окно сварки |
|
Теплопроводность |
110 - 200 W/m·K |
Тепловое управление, дизайн рассеяния тепла |
|
Электрическая проводимость |
30 - 55% IACS |
Электрическая проводимость в электрических применениях |
|
Удельное тепло |
860 - 900 j\/кг · k |
Расчеты тепловой массы и теплоемкость |
|
Тепловое расширение (CTE) |
22 - 24 ×10⁻⁶/K |
Размерные изменения из -за изменений температуры |
|
Модуль Янга |
70 - 75 gpa |
Расчеты отклонения и жесткости |
|
Соотношение Пуассона |
0.33 |
Параметр структурного анализа |
|
Демпфирующая способность |
Умеренный |
Управление вибрацией и шумом |
Соображения дизайна:
Легкий вес: Низкая плотность алюминиевых сплавов позволяет кольцам большого диаметра для достижения значительного снижения веса, предлагая существенные экономические и эффективные выгоды в аэрокосмической, железнодорожной транспорте и морских применениях.
Диапазон рабочей температуры: Должен быть определен на основе типа сплава и среды применения, избегая долгосрочного обслуживания при высоких температурах, что может привести к снижению производительности.
Прочность и баланс жесткости: Благодаря разумной конструкции секции и выборе сплава, обеспечить достаточную жесткость для предотвращения чрезмерной деформации при удовлетворении требований к прочтке.
Экологическая адаптивность: Рассмотрим такие факторы, как коррозионность, диапазон температуры, вибрация и ударные нагрузки рабочей среды.
9. обеспечение качества и тестирование
Контроль качества для ковцов алюминиевых сплавов с сплава больших диаметров чрезвычайно строги, охватывая каждую стадию от сырья до доставки готового продукта.
Стандартные процедуры тестирования:
Сертификация сырья: Прослеживаемость слитков, проверка химического состава, тепло, дата производства и т. Д.
Контроль качества таяния и слитка: Элементный анализ онлайн, измерение содержания водорода, мониторинг эффективности фильтра, ультразвуковое обнаружение недостатка.
Мониторинг процесса подготовки: Мониторинг профилей температуры в реальном времени, количества деформации, давление, состояние и т. Д.
Мониторинг процессов термообработки: Температура печи Разнообразие, время, скорость охлаждения, температура погашения среда и т. Д.
Проверка размерной и геометрической точности: Комплексная проверка внешних и внутренних диаметров, толщины стенки, высоты, плоскостности, концентричности и т. Д., Используя высокие координатные измерительные машины (CMMS), лазерные сканеры и т. Д.
Механическое тестирование свойства:
Выборка: Образцы взяты из критических местоположений (обычно окружные и радиальные направления кольца) в соответствии с измерениями ковки и стандартными требованиями для тестирования.
Тесты: Растяжение (UTS, YS, EL), твердость, ударная силость, усталость, прочность перелома, растрескивание коррозии стресса (SCC).
Неразрушающее тестирование (NDT):
Ультразвуковое тестирование: 100% объемный осмотр всего кольца, наиболее эффективный метод обнаружения внутренних дефектов (например, включения, пористость, трещины, межранальная коррозия), часто требуемые для соответствия аэрокосмическим стандартам (например, AMS 2630 класс AA).
Пенетрантное испытание: Обнаружает поверхностные и ближние дефекты.
Эк вихревое тестирование: Обнаружает поверхностные и ближние дефекты, особенно для проводящих материалов.
Рентгенографическое тестирование (RT): Используется для внутренней повторной проверки дефектов в конкретных критических областях.
Микроструктурный анализ: Металлографическое обследование для оценки размера зерна, потока зерна, степени рекристаллизации, распределения осадков, типов дефектов и т. Д.
Измерение шероховатости поверхности.
Стандарты и сертификаты:
Соответствует ASTM B247, AMS (спецификации аэрокосмического материала), EN (европейские стандарты), GB\/T (китайские национальные стандарты) и т. Д.
Сертификаты системы качества: ISO 9001, AS9100 (Aerospace).
EN 10204 Тип 3.1 или 3.2 Отчеты о тестировании материалов могут быть предоставлены, и сторонняя сертификация может быть организована по запросу клиента.
10. Приложения и соображения дизайна
Коляски с алюминиевым сплавом большого диаметра играют решающую роль в различных высокотехнологичных и тяжелых секторах промышленности из-за их превосходной общей работы.
Основные области применения:
Аэрокосмическая: Корпуса самолетов двигателя, кольца-компоненты турбин, кольца с нагрузкой на шасси, ракетный топливный бак, соединяющий кольца, космические конструкционные кольца и т. Д.
Энергетическая промышленность: Кольца оборудования для ядерной электростанции, фланки основных валов ветряных турбин, фланки с большими сосудами, кольца водородного топлива и т. Д.
Морская и оффшорная инженерия: Структурные кольца-кольца крупного корабли, критические кольца поддержки для оффшорных буровых платформ, подключаемые кольца корпуса для глубоководных погружений, кольца с носителями СПГ и т. Д.
Железнодорожный транспорт: Высокоскоростное соединение поездов, соединительные кольца, критические коричневые кольца, кольца торможения с большими поездами и т. Д.
Военный: Большие артиллерийские крепления оружия, бронированные кольца с погрузчиком автомобиля, кольца ракетных пусковых изделий и т. Д.
Тяжелая техника: Большие гонки подшипника, заготовки для передач, основные кольца для туннельных скучных машин и т. Д.
Преимущества дизайна:
Легкий вес: Низкая плотность алюминиевых сплавов в сочетании с процессом ковки обеспечивает значительное снижение веса больших структурных компонентов, повышение эффективности и снижение эксплуатационных затрат.
Высокая надежность и безопасность: Высокая прочность, высокая вязкость, превосходная устойчивость к усталости и плотная внутренняя микроструктура, обеспечиваемая путем подготовки к созданию подготовки, обеспечивают долгосрочную достоверность компонентов под экстремальными нагрузками и сложными средами.
Размерная стабильность: После строгой термической обработки и снятия стресса кольца большого диаметра демонстрируют хорошую стабильность размеров во время последующей обработки и долгосрочного обслуживания.
Коррозионная стойкость: В частности, сплавы серии 5xxx демонстрируют превосходную коррозионную стойкость в морской и промышленной среде.
Гибкость дизайна: Различные сложные и требовательные требования к проектированию могут быть удовлетворены, выбирая различные сплавы, характеристики термообработки и индивидуальные процессы ковки.
Ограничения дизайна:
Расходы: Производство кованых колец большого диаметра требует дорогого специализированного оборудования и сложных процессов, что приводит к более высоким начальным затратам.
Чувствительность к температуре: Некоторые высокопрочные алюминиевые сплавы могут испытывать деградацию производительности в долгосрочных высокотемпературных средах, что требует рассмотрения ограничений рабочей температуры.
Сварка: Некоторые высокопрочные сплавы имеют плохую сварку, которая может потребовать специальных методов сварки или дизайна, чтобы избежать сварки.
Остаточный стресс: Процесс гашения для большого размера может создать значительные остаточные напряжения, требующие соответствующего обработки стресса.
Экономические соображения и устойчивости:
Значение жизненного цикла: Несмотря на то, что первоначальные инвестиции высоки, превосходная производительность и длительная продолжительность жизни кованых колец снижают затраты на обслуживание и замену, что в долгосрочной перспективе предлагает более высокую экономическую стоимость.
Использование материалов: Коляска-это процесс формы вблизи сети, эффективно уменьшая отходы сырья по сравнению с традиционной обработкой.
Экологическое дружелюбие: Алюминиевые сплавы являются полностью переработанными материалами, соответствующими зеленым принципам производства; Легкий продукт также способствует снижению потребления энергии и выбросов углерода конечных продуктов.
горячая этикетка : Кольцо с сплава алюминиевого сплава с большим диаметром, Китай, алюминиевый сплав с сплава, поставщики, поставщики, поставщики, поставщики, фабрика, Нетоксичная алюминиевая пластина, Структурная колоночная алюминиевая ковка, Пожарная алюминиевая пластина, Рычая алюминиевая ковка, алюминиевая бар для проектов DIY, Гибкая алюминиевая пластина






Отправить запрос